

Az acélgolyók egyszerű gyártási folyamata
Golyós üregformázás → gyűrű eltávolítás → durva köszörülés → lágy csiszolás → golyós nyersdarab formázás → sima golyó (vagy reszelés → lágy csiszolás) → kemény köszörülés → finomcsiszolás → precíziós csiszolás (vagy polírozás) → ultraprecíziós köszörülés.
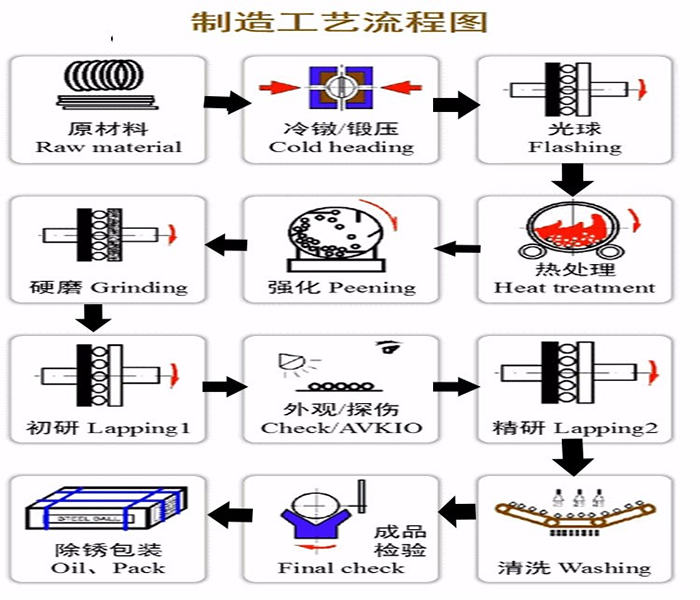
Acélgolyók részletes gyártási folyamata
1. Huzalhúzás: Nyújtsa ki a huzalt a kívánt átmérőre egy huzalhúzó gép segítségével;
2. Hidegfejezés (kovácsolás): Helyezze a kihúzott huzalt egy acélgolyós hidegfejű gépbe, és a gép belsejében lévő acélszerszám segítségével kovácsolja golyóvá;
3. Lightball: Két öntöttvas csiszológolyó kör alakú lemez a lightball gép belsejében nyomja meg és reszelje le a hideg fejű embriót, hogy eltávolítsa a külső gyűrűt és az embrió két pólusát;
4. Puha golyó: Két öntöttvas köszörűgolyós kör alakú lemez a puha golyós gép belsejében reszeli a könnyű golyó embrióját, hogy a kívánt golyóátmérőre és felületi érdességre csiszolja azt;
5. Hőkezelés: Helyezze a labdát egy hőkezelő kemencébe, karburizálja, hűtse ki és temperálja, hogy bizonyos karburáló réteget, keménységet, szívósságot és zúzóterhelést kapjon;
6. Kemény köszörülés: A csiszológép belsejében lévő csiszolókorong nyomás alá helyezi és megőrli a hőkezelt golyós nyersdarabot, hogy eltávolítsa a golyó felületén lévő fekete oxidréteget és korrigálja a labda pontosságát;
7. Precíziós csiszoló/polírozó tisztítás: Precíziós köszörülés: A precíziós csiszológépben csiszolja meg a csiszológolyó embrióját, hogy elérje a késztermék kívánt pontosságát és simaságát;
Polírozás és tisztítás: Öntse a golyót a polírozódobba és forgassa el, majd tisztítsa meg a gömbfelületet polírozó tisztítószerrel és vízzel, hogy tiszta és fényes legyen;
8. A megjelenés kiválasztása: Használjon kézi szemrevételezést az acélgolyó felületének esetleges hibáinak ellenőrzésére, és használjon mikrométert a valódi kerekség, a tétel átmérőjének változásának mérésére, és használjon felületi érdességmérőt a felületi érdesség kimutatására végső ellenőrzésként;
9. Csomagolás: Az acélgolyókat/rozsdamentes acélgolyókat/csapágyacél golyókat rozsdamentesítő olajjal vonjuk be, és csomagoljuk kartondobozokba vagy szőtt zacskókba.
A technika fejlődésével a berendezésgyártó iparban a nagy teherbírású csapágyak iránti igény mennyiségi és minőségi szempontból tovább nőtt, és ennek megfelelően növelni kell a nagyméretű csapágyacél golyók mennyiségi és minőségi követelményeit is. Az acélgolyós tétel átmérőjének változásának kicsinek, az acélgolyó felületi érdességének kicsinek, a pontosságnak nagynak kell lennie, és az acélgolyó magkeménysége és felületi keménysége közötti különbségnek kicsinek kell lennie. A nagy csapágyacél golyók átmérője elérte a 150-200 mm-t.
A nagyméretű csapágyas acélgolyók gyártási folyamata eltér a szokásos specifikációktól. A következő összehasonlítás történik:
1. Nagyméretű csapágyas acélgolyók gyártási folyamata:
Vágás - kovácsolás - izzítás - esztergálás, feldolgozás - hőkezelés - kemény köszörülés - kezdeti kutatás - precíziós kutatás;
2. Normál specifikációjú csapágyas acélgolyók gyártási folyamata:
Dróthúzás - Hideg irány - Világos golyó - Puha golyó - Hőkezelés - Kemény köszörülés - Finomcsiszolás;
Importált csapágyas acélgolyók gyártási folyamata
1) Berendezések gyártása importált csapágyacél golyók felhasználásával
2) Először mozgassa a hidraulikus hengert a csiszolólap előremozdításához, amíg a csapágyacél golyó a két csiszolólap közé kerül.
3) Szerelje fel a golyókimenetet, és tartsa laza állapotban. Forgassa meg az orsót, hogy kitöltse a két csiszolólap közötti teret acélgolyókkal, és állítsa be a golyó kimenetét
A labdagyűjtő pengét szorosan rögzítik a csiszolólap (vagy csiszolókorong) végfelületéhez, és rögzítik a golyókimenethez. Ezen a ponton tanácsos nyomást gyakorolni a két csiszolólapra, hogy a krómacél golyót forogni lehessen.
4) Zárja le a védőburkolatot, indítsa el a vízszivattyút, indítsa el az anyagtálcát és indítsa el a főtengelyt.
5) Az egyes gyárak feldolgozási szokásai szerint állítsa be az orsó és az anyagtálca sebességét, és állítsa be a golyók mennyiségét annak biztosítására, hogy az acélgolyók a vezetőlemez minden hornyában egyenletesen oszlanak el
Egyenletesen elosztva és nem átfedésben.
6) Állítsa be az őrlési nyomást, fordítsa a kezelőpanel nyomáskapcsolóját nyitott helyzetbe, állítsa be a nyomásnövelő szelepet a hidraulika állomás paneljén, majd emelje fel.
Adja meg a nyomást és zárja le minden gyárban, és ügyeljen a hidraulikus rendszerre, hogy fenntartsa a nyomást az indítás során.
7) Normál munkakörülmények között rendszeresen meg kell figyelni az üzemállapotot, a nyomást, valamint a gazdaszervezet zökkenőmentes be- és kilépését.
8) Amikor az acélgolyó eléri a megadott méretet és felületi minőséget, először csökkentse az üzemi nyomást, majd nyomja meg a fő leállító gombot.
9) Készítse elő a tartályt a csapágyacél golyó eltávolításához.